ばね・バネ
tag:spg.jisw.com,2016://17
2007-07-25T16:34:41Z
バネ定数,計算,コイルばね,板,皿,材料,鋼,設計,座金,スプリング,製造等の種類・用語
Movable Type 3.21-ja
渦流探傷試験/浸透探傷試験/磁粉探傷試験/ねじり試験
tag:spg.jisw.com,2007://17.3810
2007-07-25T16:33:00Z
2007-07-25T16:34:41Z
ばね用語(JIS B 0103)において、”g)ばね試験・検査”に分類される用語である、渦流探傷試験/浸透探傷試験/磁粉探傷試験/ねじり試験 の定義、補足など。
jisw
http://www.jisw.com/
バネ(スプリング)及びバネに関連する用語を規定しているばね用語(バネ用語)において、”g)ばね試験・検査”に分類されている用語のうち、『渦流探傷試験』、『浸透探傷試験』、『磁粉探傷試験』、『ねじり試験』のJIS規格における定義その他について。
渦流探傷試験』、『浸透探傷試験』、『磁粉探傷試験』、『ねじり試験』などの用語が定義されています。
ばね用語(JIS B 0103)
⇒【g)ばね試験・検査】
分類: ばね用語 > g)ばね試験・検査
番号: 7321
用語: 渦流探傷試験(※1)
定義:
コイルを用いて、電気的導体であるばね材料又はバネへ時間的に変化する磁場(交流など)を与え、それに生じた渦電流が、欠陥によって変化するのを検出する非破壊試験方法。
電磁誘導探傷試験ともいう。
備考:
JIS G 0202 参照。(※2)
対応英語(参考):
eddy current testing,
electromagnetic testing
慣用句(参考):
−
分類: ばね用語 > g)ばね試験・検査
番号: 7322
用語: 浸透探傷試験(※3)
定義:
ばね材料、バネなどの試験体表面に、開口しているきずに浸透液を浸透させた後、拡大した像の指示模様としてきずを観察する非破壊試験方法。
染色浸透探傷試験及び蛍光浸透探傷試験がある。
備考:
JIS G 0202 参照。(※2)
対応英語(参考):
liquid penetrant testing
慣用句(参考):
−
分類: ばね用語 > g)ばね試験・検査
番号: 7323
用語: 磁粉探傷試験(※4)
定義:
鉄鋼材料を用いたばねなどの強磁性体を磁化し、欠陥部に生じた磁極による磁粉の付着を利用して、欠陥を検出する非破壊試験方法。
備考:
JIS G 0202 参照。(※2)
対応英語(参考):
magnetic particle testing
慣用句(参考):
−
分類: ばね用語 > g)ばね試験・検査
番号: 7330
用語: ねじり試験
定義:
ねじりコイルばね(※5)、トーションバー(※6)、ばね座金(※7)類などの変形又は破壊の状況を調べる試験。
備考:
ばね座金類では、粘り強さ試験ともいう。
対応英語(参考):
twist test,
toughness test
慣用句(参考):
−
(※1)
渦流探傷試験に関連するJIS規格には、以下などがあります。
JIS G 0568
鋼の貫通コイル法による渦流探傷試験方法
この規格では、鋼線、線材、丸棒鋼(直径2〜100mm)及び鋼管(外径4〜180mm)に存在する割れ又はその他のきずがある場合、これを検出することを目的とする渦流探傷試験方法のうち、貫通コイルを用いる方法の一般事項について規定されています。
(※2)
JIS G 0202 は、以下のJIS規格になります。
JIS G 0202
鉄鋼用語(試験)
この規格の詳細については、以下を参照ください。
鉄鋼用語-鋼材の焼入れ,熱処理,JIS規格鋼製品の材質,種類,品質,試験等
(※3)
浸透探傷試験に関連するJIS規格には、以下などがあります。
JIS W 0904
航空宇宙用機器の浸透探傷検査方法
JIS Z 2323
非破壊試験―浸透探傷試験及び磁粉探傷試験―観察条件
JIS Z 2340
目視基準ゲージを用いた浸透探傷試験及び磁粉探傷試験の目視観察条件の確認方法
JIS Z 2343-1
非破壊試験―浸透探傷試験―第1部:一般通則:浸透探傷試験方法及び浸透指示模様の分類
JIS Z 2343-2
非破壊試験―浸透探傷試験―第2部:浸透探傷剤の試験
JIS Z 2343-3
非破壊試験―浸透探傷試験―第3部:対比試験片
JIS Z 2343-4
非破壊試験―浸透探傷試験―第4部:装置
(※4)
磁粉探傷試験に関連するJIS規格には、以下などがあります。
JIS Z 2320-1
非破壊試験−磁粉探傷試験−第1部:一般通則
JIS Z 2320-2
非破壊試験−磁粉探傷試験−第2部:検出媒体
JIS Z 2320-3
非破壊試験−磁粉探傷試験−第3部:装置
JIS Z 2321
磁粉探傷用交流極間式磁化器
JIS Z 2323
非破壊試験―浸透探傷試験及び磁粉探傷試験―観察条件
JIS Z 2340
目視基準ゲージを用いた浸透探傷試験及び磁粉探傷試験の目視観察条件の確認方法
(※5)
ねじりコイルばねとは、主として、ねじりモーメントを受けるコイルばねのことです(以下の参考図、付図31〜33 参照)。
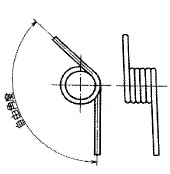 付図31 コイルばね(3200)、ねじりコイルばね(3230)、円筒コイルばね(3241)、自由角度(5524)
付図31 コイルばね(3200)、ねじりコイルばね(3230)、円筒コイルばね(3241)、自由角度(5524)
 付図31 コイルばね(3200)、ねじりコイルばね(3230)、円筒コイルばね(3241)、自由角度(5524)
付図31 コイルばね(3200)、ねじりコイルばね(3230)、円筒コイルばね(3241)、自由角度(5524)
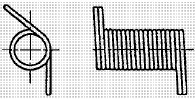 付図32 コイルばね(3200)、ねじりコイルばね(3230)、2本線ねじりコイルばね(3231)、円筒コイルばね(3241)
付図32 コイルばね(3200)、ねじりコイルばね(3230)、2本線ねじりコイルばね(3231)、円筒コイルばね(3241)
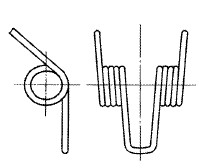
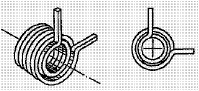 付図33 コイルばね(3200)、ねじりコイルばね(3230)、重ね巻きねじりコイルばね(3232)、円筒コイルばね(3241)、角ばね(3273)
(※6)
トーションバーとは、ねじりを利用する棒状のばねのことです(以下の参考図 付図50 参照)。
付図33 コイルばね(3200)、ねじりコイルばね(3230)、重ね巻きねじりコイルばね(3232)、円筒コイルばね(3241)、角ばね(3273)
(※6)
トーションバーとは、ねじりを利用する棒状のばねのことです(以下の参考図 付図50 参照)。
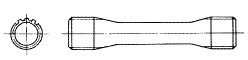



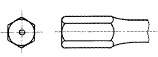
 付図50 トーションバー(3500)、トーションバー端部(4410)
(※7)
ばね座金とは、ばね作用を利用して、緩み止めをさせる座金の総称です(以下の参考図 付図4〜8 及び 付図59 参照)。
付図50 トーションバー(3500)、トーションバー端部(4410)
(※7)
ばね座金とは、ばね作用を利用して、緩み止めをさせる座金の総称です(以下の参考図 付図4〜8 及び 付図59 参照)。
 付図4 ファスナばね(2100)、ばね座金(2120)
付図4 ファスナばね(2100)、ばね座金(2120)
 付図5 ファスナばね(2100)、ばね座金(2120)、波形ばね座金(2121)
付図5 ファスナばね(2100)、ばね座金(2120)、波形ばね座金(2121)
 付図6 ファスナばね(2100)、ばね座金(2120)、波形座金(2122)
付図6 ファスナばね(2100)、ばね座金(2120)、波形座金(2122)
 付図7 ファスナばね(2100)、ばね座金(2120)、波形座金(2122)
付図7 ファスナばね(2100)、ばね座金(2120)、波形座金(2122)
 付図8 歯付き座金-内歯形(2124)、ファスナばね(2100)、ばね座金(2120)
付図8 歯付き座金-内歯形(2124)、ファスナばね(2100)、ばね座金(2120)
 付図8 歯付き座金-外歯形(2124)、ファスナばね(2100)、ばね座金(2120)
付図8 歯付き座金-外歯形(2124)、ファスナばね(2100)、ばね座金(2120)
 付図8 歯付き座金-皿形(2124)、ファスナばね(2100)、ばね座金(2120)
付図8 歯付き座金-皿形(2124)、ファスナばね(2100)、ばね座金(2120)
 付図8 歯付き座金-内外歯形(2124)、ファスナばね(2100)、ばね座金(2120)
付図8 歯付き座金-内外歯形(2124)、ファスナばね(2100)、ばね座金(2120)
 付図59 ばね座金(2120)、皿ばね座金(2123)、皿ばね(3600)、円盤ばね(3850)
また、ばね座金(バネ座金)については、以下のJIS規格があります。
JIS B 1251
ばね座金
この規格では、バネ作用をもつ以下の4種類の座金について規定されています。
a)一般用のボルト・小ねじ・ナットなどに使用する鋼製、ステンレス鋼製及びりん青銅製ばね座金。
b)一般用のボルト・小ねじ・ナット・六角穴付きボルトなどに使用する鋼製皿ばね座金。
c)一般用のボルト・小ねじ・ナットなどに使用する鋼製及びりん青銅製歯付き座金。
d)一般用のボルト・小ねじ・ナットなどに使用する鋼製、ステンレス鋼製及びりん青銅製波形ばね座金。
ばね座金(バネ座金)、波形ばね座金(波形バネ座金)、皿ばね座金(皿バネ座金)及び 歯付き座金 の略号は、それぞれ以下です。
・ばね座金(バネ座金):SW
・波形ばね座金(波形バネ座金):WW
・皿ばね座金(皿バネ座金):CW
・歯付き座金:TW]]>
圧縮残留応力/残留応力分布/非破壊試験
tag:spg.jisw.com,2007://17.3809
2007-07-25T16:31:39Z
2007-07-25T16:32:48Z
ばね用語(JIS B 0103)において、”g)ばね試験・検査”に分類される用語である、圧縮残留応力/残留応力分布/非破壊試験 の定義、補足など。
jisw
http://www.jisw.com/
バネ(スプリング)及びバネに関連する用語を規定しているばね用語(バネ用語)において、”g)ばね試験・検査”に分類されている用語のうち、『圧縮残留応力』、『残留応力分布』、『非破壊試験』のJIS規格における定義その他について。
圧縮残留応力』、『残留応力分布』、『非破壊試験』などの用語が定義されています。
ばね用語(JIS B 0103)
⇒【g)ばね試験・検査】
分類: ばね用語 > g)ばね試験・検査
番号: 7311
用語: 圧縮残留応力
定義:
ばねにショットピーニング(※1)などを施すことによって、表面層は若干の加工硬化とともに表面層だけが展延され、これに起因して生じる圧縮の残留応力。
対応英語(参考):
compressive residual stress,
compressive remaining stress
慣用句(参考):
−
分類: ばね用語 > g)ばね試験・検査
番号: 7312
用語: 残留応力分布
定義:
ばねの内部に残留している応力の分布状態。
一般には、一様な分布をせず、特定部分に偏って分布している。
対応英語(参考):
distribution of residual stress,
residual stress distribution
慣用句(参考):
−
分類: ばね用語 > g)ばね試験・検査
番号: 7320
用語: 非破壊試験(※2)
定義:
材料及びばねを破壊せずに、欠陥の有無、その存在位置、大きさ、分布形状などを調べる試験。
JIS Z 2300 参照。(※3)
対応英語(参考):
nondestructive testing
慣用句(参考):
−
(※1)
ショットピーニングとは、ショット(鋼球など)をバネ表面に高速で打ち付け、主として表面層に圧縮残留応力を生じさせ、疲れ強さを向上させるために行う加工のことです。
(※2)
非破壊試験に関連するJIS規格には、以下などがあります。
JIS G 0431
鉄鋼製品の非破壊試験技術者の資格及び認証
JIS Z 2300
非破壊試験用語
JIS Z 2305
非破壊試験―技術者の資格及び認証
JIS Z 2320-1
非破壊試験−磁粉探傷試験−第1部:一般通則
JIS Z 2320-2
非破壊試験−磁粉探傷試験−第2部:検出媒体
JIS Z 2320-3
非破壊試験−磁粉探傷試験−第3部:装置
JIS Z 2323
非破壊試験―浸透探傷試験及び磁粉探傷試験―観察条件
JIS Z 2343-1
非破壊試験―浸透探傷試験―第1部:一般通則:浸透探傷試験方法及び浸透指示模様の分類
JIS Z 2343-2
非破壊試験―浸透探傷試験―第2部:浸透探傷剤の試験
JIS Z 2343-3
非破壊試験―浸透探傷試験―第3部:対比試験片
JIS Z 2343-4
非破壊試験―浸透探傷試験―第4部:装置
JIS Z 3050
パイプライン溶接部の非破壊試験方法
(※3)
JIS Z 2300 は、以下のJIS規格になります。
JIS Z 2300
非破壊試験用語
この規格では、工業分野において使用する非破壊試験に関する主な用語と、その定義について規定されています。]]>
塩水噴霧試験/粒界腐食/X線応力測定
tag:spg.jisw.com,2007://17.3808
2007-07-25T16:30:03Z
2007-07-25T16:31:29Z
ばね用語(JIS B 0103)において、”g)ばね試験・検査”に分類される用語である、塩水噴霧試験/粒界腐食/X線応力測定 の定義、補足など。
jisw
http://www.jisw.com/
バネ(スプリング)及びバネに関連する用語を規定しているばね用語(バネ用語)において、”g)ばね試験・検査”に分類されている用語のうち、『塩水噴霧試験』、『粒界腐食』、『X線応力測定』のJIS規格における定義その他について。
塩水噴霧試験』、『粒界腐食』、『X線応力測定』などの用語が定義されています。
ばね用語(JIS B 0103)
⇒【g)ばね試験・検査】
分類: ばね用語 > g)ばね試験・検査
番号: 7241
用語: 塩水噴霧試験(※1)
定義:
5%塩化ナトリウム水溶液を 35℃に保って噴霧させた試験装置内へ試験片又はばねを静置して、さび(※2)、膨れ(※3)などの発生状況を調べる試験。
めっき、塗膜装などの表面処理を施したもの、ステンレス鋼などに用いられる。
備考:
JIS G 0202 参照。
対応英語(参考):
salt spray testing
慣用句(参考):
−
分類: ばね用語 > g)ばね試験・検査
番号: 7242
用語: 粒界腐食
定義:
金属の結晶粒界に選択的に生じる腐食。
備考:
JIS Z 0103 参照。(※4)
対応英語(参考):
intergranuler corrosion
慣用句(参考):
−
分類: ばね用語 > g)ばね試験・検査
番号: 7310
用語: X線応力測定
定義:
X線回折の原理を用いて行う残留応力の測定。
備考:
ばねの代表的な例としては、ショットピーニングに(※5)よる圧縮残留応力(※6)の測定があげられる。
対応英語(参考):
X-ray stress measuring
慣用句(参考):
−
(※1)
塩水噴霧試験に関連するJIS規格には、以下などがあります。
JIS C 60068-2-11
環境試験方法(電気・電子)塩水噴霧試験方法
JIS Z 2371
塩水噴霧試験方法
(※2)
さびとは、普通には、鉄表面に生成する水酸化物又は酸化物を主体とする化合物のことです。
広義には、金属表面にできる腐食生成物をいいます。
(※3)
膨れとは、めっき層又は塗膜(塗膜とは、塗られた塗料が乾燥してできた固体皮膜)の一部が、素地又は下地層と密着しないで浮いている状態のことです。
(※4)
JIS Z 0103 は、以下のJIS規格になります。
JIS Z 0103
防せい防食用語
この規格では、金属の防錆技術工業(防せい技術工業)において用いられる主な用語と、その読み方及び定義について規定されています。
(※5)
ショットピーニングとは、ショット(鋼球など)をバネ表面に高速で打ち付け、主として表面層に圧縮残留応力を生じさせ、疲れ強さを向上させるために行う加工のことです。
(※6)
圧縮残留応力とは、ばねにショットピーニングなどを施すことによって、表面層は若干の加工硬化とともに表面層だけが展延され、これに起因して生じる圧縮の残留応力のことです。]]>
ぜい性破壊/粒界破壊/耐候性試験
tag:spg.jisw.com,2007://17.3807
2007-07-25T16:28:39Z
2007-07-25T16:29:57Z
ばね用語(JIS B 0103)において、”g)ばね試験・検査”に分類される用語である、ぜい性破壊/粒界破壊/耐候性試験 の定義、補足など。
jisw
http://www.jisw.com/
バネ(スプリング)及びバネに関連する用語を規定しているばね用語(バネ用語)において、”g)ばね試験・検査”に分類されている用語のうち、『ぜい性破壊』、『粒界破壊』、『耐候性試験』のJIS規格における定義その他について。
ぜい性破壊』、『粒界破壊』、『耐候性試験』などの用語が定義されています。
ばね用語(JIS B 0103)
⇒【g)ばね試験・検査】
分類: ばね用語 > g)ばね試験・検査
番号: 7234
用語: ぜい性破壊
定義:
塑性変形をほとんど伴わずに破壊する現象。
備考:
多くは水素脆性[水素脆化(水素ぜい化)](※1)による破壊をいう。
対応英語(参考):
brittle fracture
慣用句(参考):
−
分類: ばね用語 > g)ばね試験・検査
番号: 7235
用語: 粒界破壊
定義:
金属の結晶粒の界面に沿って亀裂が発生し、伝播して破壊する現象。
対応英語(参考):
intercrystalline fracture
慣用句(参考):
−
分類: ばね用語 > g)ばね試験・検査
番号: 7240
用語: 耐候性試験(※2)
定義:
材料、ばねなどを光、熱、風、雨などの環境下で暴露した場合の、表面状況の変化などを評価する試験の総称。
備考:
場合によっては、耐久性試験(※2)と併せて行うこともある。
対応英語(参考):
weathering test
慣用句(参考):
−
(※1)
水素脆性[水素脆化(水素ぜい化)]とは、鋼中に吸収された水素によって鋼材に生じる延性又はじん性(靭性)が低下する現象です。
この現象は、酸洗、電気めっきなどの場合に生じることが多い。また、引張応力が存在すると割れに至ることが多いとされます。
(※2)
耐候性試験及び耐久性試験に関連するJIS規格には、以下などがあります。
JIS B 7751
紫外線カーボンアーク灯式の耐光性試験機及び耐候性試験機
JIS B 7753
サンシャインカーボンアーク灯式の耐光性試験機及び耐候性試験機
JIS B 7754
キセノンアークランプ式耐光性及び耐候性試験機
JIS C 5402-11-1
電子機器用コネクタ−試験及び測定−第11−1部:耐候性試験−試験11a:一連耐候性
JIS C 5402-11-10
電子機器用コネクタ−試験及び測定−第11−10部:耐候性試験−試験11j:低温
JIS C 5402-11-11
電子機器用コネクタ−試験及び測定−第11−11部:耐候性試験−試験11k:減圧
JIS C 5402-11-12
電子機器用コネクタ−試験及び測定−第11−12部:耐候性試験−試験11m:温湿度サイクル
JIS C 5402-11-13
電子機器用コネクタ−試験及び測定−第11−13部:耐候性試験−試験11n:ガスタイト・無はんだラッピング接続
JIS C 5402-11-14
電子機器用コネクタ―試験及び測定―第11―14部:耐候性試験―試験11p:単一ガス流腐食
JIS C 5402-11-2
電子機器用コネクタ−試験及び測定−第11−2部:耐候性試験−試験11b:低温・減圧・湿度複合シーケンス
JIS C 5402-11-3
電子機器用コネクタ−試験及び測定−第11−3部:耐候性試験−試験11c:高温高湿(定常)
JIS C 5402-11-4
電子機器用コネクタ−試験及び測定−第11−4部:耐候性試験−試験11d:温度急変
JIS C 5402-11-5
電子機器用コネクタ−試験及び測定−第11−5部:耐候性試験−試験11e:かびの成長
JIS C 5402-11-6
電子機器用コネクタ−試験及び測定−第11−6部:耐候性試験−試験11f:腐食,塩水噴霧
JIS C 5402-11-7
電子機器用コネクタ―試験及び測定―第11―7部:耐候性試験―試験11g:混合ガス流腐食
JIS C 5402-11-8
電子機器用コネクタ−試験及び測定−第11−8部:耐候性試験−試験11h:砂じん
JIS C 5402-11-9
電子機器用コネクタ−試験及び測定−第11−9部:耐候性試験−試験11i:高温
JIS C 60068-2-61
環境試験方法−電気・電子−一連耐候性試験
JIS D 0205
自動車部品の耐候性試験方法
JIS E 4037
鉄道車両−構成部品−耐候性試験方法
JIS K 6266
加硫ゴム及び熱可塑性ゴムの耐候性試験方法
JIS K 6860
接着剤の耐候性試験方法通則
JIS K 7363
プラスチック−耐候性試験における放射露光量の機器測定−通則及び基本的測定方法
JIS C 8917
結晶系太陽電池モジュールの環境試験方法及び耐久性試験方法
JIS C 8938
アモルファス太陽電池モジュールの環境試験方法及び耐久性試験方法
JIS K 6867
接着剤−構造接着接合品の耐久性試験方法−くさび破壊法
JIS R 3254
ふっ化物ガラスの化学的耐久性試験方法]]>
繰返し速度/回転曲げ疲労試験/延性破壊
tag:spg.jisw.com,2007://17.3806
2007-07-25T05:12:57Z
2007-07-25T05:14:06Z
ばね用語(JIS B 0103)において、”g)ばね試験・検査”に分類される用語である、繰返し速度/回転曲げ疲労試験/延性破壊 の定義、補足など。
jisw
http://www.jisw.com/
バネ(スプリング)及びバネに関連する用語を規定しているばね用語(バネ用語)において、”g)ばね試験・検査”に分類されている用語のうち、『繰返し速度』、『回転曲げ疲労試験』、『延性破壊』のJIS規格における定義その他について。
繰返し速度』、『回転曲げ疲労試験』、『延性破壊』などの用語が定義されています。
ばね用語(JIS B 0103)
⇒【g)ばね試験・検査】
分類: ばね用語 > g)ばね試験・検査
番号: 7231
用語: 繰返し速度
定義:
ばね又は試験片にかかる繰返し荷重の、単位時間当たりの繰返し数。
備考:
ばねの種類、材質によっては、繰返し速度によって寿命が異なる。
対応英語(参考):
frequency
慣用句(参考):
−
分類: ばね用語 > g)ばね試験・検査
番号: 7232
用語: 回転曲げ疲労試験(※2)
定義:
材料の疲れ強さ(※1)を試験する方法の一つで、曲げ応力を与えた丸棒試験片又は線を軸まわりに回転させることによって、全方向繰返し曲げを与える疲労試験。
対応英語(参考):
rotating bending test,
rotating bending fatigue test
慣用句(参考):
−
分類: ばね用語 > g)ばね試験・検査
番号: 7233
用語: 延性破壊
定義:
大きな塑性変形の後に破壊する現象。
対応英語(参考):
ductile fracture
慣用句(参考):
−
(※1)
疲れ強さとは、疲れ限度及び時間強さの総称、又は反復する応力によって生じる、破壊に耐え得る性質のことです。
(※2)
回転曲げ疲労試験に関連するJIS規格には、以下があります。
JIS Z 2286
金属材料の高温回転曲げ疲労試験方法
この規格では、高サイクル疲労領域を対象として、1000℃以下の高温大気中で行う標準試験片による金属材料の回転曲げ疲労試験方法について規定されています。
なお、高サイクル疲労とは、破壊までの回転曲げ繰返し数、いわゆる疲労寿命が、およそ 104 回以上となる疲労のことです。]]>
カットワイヤショット/鋳鋼ショット
tag:spg.jisw.com,2007://17.3805
2007-07-25T01:17:45Z
2007-07-25T01:18:48Z
ばね用語(JIS B 0103)において、”f)ばね製造”に分類される用語である、カットワイヤショット/鋳鋼ショット の定義、補足など。
jisw
http://www.jisw.com/
バネ(スプリング)及びバネに関連する用語を規定しているばね用語(バネ用語)において、”f)ばね製造”に分類されている用語のうち、『カットワイヤショット』、『鋳鋼ショット』のJIS規格における定義その他について。
カットワイヤショット』、『鋳鋼ショット』などの用語が定義されています。
ばね用語(JIS B 0103)
⇒【f)ばね製造】
分類: ばね用語 > f)ばね製造
番号: 6273
用語: カットワイヤショット
定義:
所定の硬さの鋼線(※1)を切断して、円柱状にした投射材。
備考:
線径と長さとの比がほぼ 1:1 で、ショットピーニング(※2)には、角を丸めてから使用する場合がある。
対応英語(参考):
cut wire shot
慣用句(参考):
鋼線ショット、カットワイヤ
分類: ばね用語 > f)ばね製造
番号: 6274
用語: 鋳鋼ショット
定義:
溶鋼を噴霧することによって球形のショットとし、更に、熱処理のプロセスによって製造された投射材。
対応英語(参考):
cast steel shot
慣用句(参考):
−
(※1)
鋼線に関連するJIS規格には、以下などがあります。
JIS C 2507
電機バインド用すずめっき非磁鋼線
JIS G 3505
軟鋼線材
JIS G 3506
硬鋼線材
JIS G 3521
硬鋼線
JIS G 3536
PC鋼線及びPC鋼より線
JIS G 3538
PC硬鋼線
JIS G 3544
溶融アルミニウムめっき鉄線及び鋼線
JIS G 3548
亜鉛めっき鋼線
JIS G 4308
ステンレス鋼線材
JIS G 4309
ステンレス鋼線
JIS G 4314
ばね用ステンレス鋼線
JIS G 4315
冷間圧造用ステンレス鋼線
JIS G 4316
溶接用ステンレス鋼線材
JIS G 7302
鉄線及び鋼線用亜鉛めっき(ISO仕様)
JIS G 7303
フェンス用亜鉛めっき鉄線及び鋼線(ISO仕様)
JIS G 7304
ばね用鋼線−第1部:一般要求事項(ISO仕様)
JIS G 7305
ばね用鋼線−第2部:冷間引抜炭素鋼線(ISO仕様)
JIS G 7306
ばね用鋼線−第3部:オイルテンパー線(ISO仕様)
JIS T 6103
歯科用ステンレス鋼線
(※2)
ショットピーニングとは、ショット(鋼球など)をバネ表面に高速で打ち付け、主として表面層に圧縮残留応力を生じさせ、疲れ強さを向上させるために行う加工のことです。]]>
ばり取り/スプリングバック/ストリップ
tag:spg.jisw.com,2007://17.3804
2007-07-25T01:15:43Z
2007-07-25T01:17:35Z
ばね用語(JIS B 0103)において、”f)ばね製造”に分類される用語である、ばり取り/スプリングバック/ストリップ の定義、補足など。
jisw
http://www.jisw.com/
バネ(スプリング)及びバネに関連する用語を規定しているばね用語(バネ用語)において、”f)ばね製造”に分類されている用語のうち、『ばり取り』、『スプリングバック』、『ストリップ』のJIS規格における定義その他について。
ばり取り』、『スプリングバック』、『ストリップ』などの用語が定義されています。
ばね用語(JIS B 0103)
⇒【f)ばね製造】
分類: ばね用語 > f)ばね製造
番号: 6263
用語: ばり取り
定義:
材料を切断及び切削したときに生じた、ばり及びまくれを取り除く処理。
対応英語(参考):
deburr
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6271
用語: スプリングバック
定義:
材料に力又はモーメントを加えて塑性域まで変形させた後除荷すると、材料のもつ弾性のために原形に戻ろうとする現象。
対応英語(参考):
spring back
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
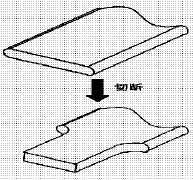
番号: 6272
用語: ストリップ
定義:
薄板(※1)を一定の幅に裁断した帯状の材料。
対応英語(参考):
strip
慣用句(参考):
−
(※1)
薄板のバネ材料で各種の形状に成形されるバネを、一般に薄板ばね(薄板バネ)といいます(以下の参考図参照)。
付図59 ばね座金(2120)、皿ばね座金(2123)、皿ばね(3600)、円盤ばね(3850)
また、ばね座金(バネ座金)については、以下のJIS規格があります。
JIS B 1251
ばね座金
この規格では、バネ作用をもつ以下の4種類の座金について規定されています。
a)一般用のボルト・小ねじ・ナットなどに使用する鋼製、ステンレス鋼製及びりん青銅製ばね座金。
b)一般用のボルト・小ねじ・ナット・六角穴付きボルトなどに使用する鋼製皿ばね座金。
c)一般用のボルト・小ねじ・ナットなどに使用する鋼製及びりん青銅製歯付き座金。
d)一般用のボルト・小ねじ・ナットなどに使用する鋼製、ステンレス鋼製及びりん青銅製波形ばね座金。
ばね座金(バネ座金)、波形ばね座金(波形バネ座金)、皿ばね座金(皿バネ座金)及び 歯付き座金 の略号は、それぞれ以下です。
・ばね座金(バネ座金):SW
・波形ばね座金(波形バネ座金):WW
・皿ばね座金(皿バネ座金):CW
・歯付き座金:TW]]>
圧縮残留応力/残留応力分布/非破壊試験
tag:spg.jisw.com,2007://17.3809
2007-07-25T16:31:39Z
2007-07-25T16:32:48Z
ばね用語(JIS B 0103)において、”g)ばね試験・検査”に分類される用語である、圧縮残留応力/残留応力分布/非破壊試験 の定義、補足など。
jisw
http://www.jisw.com/
バネ(スプリング)及びバネに関連する用語を規定しているばね用語(バネ用語)において、”g)ばね試験・検査”に分類されている用語のうち、『圧縮残留応力』、『残留応力分布』、『非破壊試験』のJIS規格における定義その他について。
圧縮残留応力』、『残留応力分布』、『非破壊試験』などの用語が定義されています。
ばね用語(JIS B 0103)
⇒【g)ばね試験・検査】
分類: ばね用語 > g)ばね試験・検査
番号: 7311
用語: 圧縮残留応力
定義:
ばねにショットピーニング(※1)などを施すことによって、表面層は若干の加工硬化とともに表面層だけが展延され、これに起因して生じる圧縮の残留応力。
対応英語(参考):
compressive residual stress,
compressive remaining stress
慣用句(参考):
−
分類: ばね用語 > g)ばね試験・検査
番号: 7312
用語: 残留応力分布
定義:
ばねの内部に残留している応力の分布状態。
一般には、一様な分布をせず、特定部分に偏って分布している。
対応英語(参考):
distribution of residual stress,
residual stress distribution
慣用句(参考):
−
分類: ばね用語 > g)ばね試験・検査
番号: 7320
用語: 非破壊試験(※2)
定義:
材料及びばねを破壊せずに、欠陥の有無、その存在位置、大きさ、分布形状などを調べる試験。
JIS Z 2300 参照。(※3)
対応英語(参考):
nondestructive testing
慣用句(参考):
−
(※1)
ショットピーニングとは、ショット(鋼球など)をバネ表面に高速で打ち付け、主として表面層に圧縮残留応力を生じさせ、疲れ強さを向上させるために行う加工のことです。
(※2)
非破壊試験に関連するJIS規格には、以下などがあります。
JIS G 0431
鉄鋼製品の非破壊試験技術者の資格及び認証
JIS Z 2300
非破壊試験用語
JIS Z 2305
非破壊試験―技術者の資格及び認証
JIS Z 2320-1
非破壊試験−磁粉探傷試験−第1部:一般通則
JIS Z 2320-2
非破壊試験−磁粉探傷試験−第2部:検出媒体
JIS Z 2320-3
非破壊試験−磁粉探傷試験−第3部:装置
JIS Z 2323
非破壊試験―浸透探傷試験及び磁粉探傷試験―観察条件
JIS Z 2343-1
非破壊試験―浸透探傷試験―第1部:一般通則:浸透探傷試験方法及び浸透指示模様の分類
JIS Z 2343-2
非破壊試験―浸透探傷試験―第2部:浸透探傷剤の試験
JIS Z 2343-3
非破壊試験―浸透探傷試験―第3部:対比試験片
JIS Z 2343-4
非破壊試験―浸透探傷試験―第4部:装置
JIS Z 3050
パイプライン溶接部の非破壊試験方法
(※3)
JIS Z 2300 は、以下のJIS規格になります。
JIS Z 2300
非破壊試験用語
この規格では、工業分野において使用する非破壊試験に関する主な用語と、その定義について規定されています。]]>
塩水噴霧試験/粒界腐食/X線応力測定
tag:spg.jisw.com,2007://17.3808
2007-07-25T16:30:03Z
2007-07-25T16:31:29Z
ばね用語(JIS B 0103)において、”g)ばね試験・検査”に分類される用語である、塩水噴霧試験/粒界腐食/X線応力測定 の定義、補足など。
jisw
http://www.jisw.com/
バネ(スプリング)及びバネに関連する用語を規定しているばね用語(バネ用語)において、”g)ばね試験・検査”に分類されている用語のうち、『塩水噴霧試験』、『粒界腐食』、『X線応力測定』のJIS規格における定義その他について。
塩水噴霧試験』、『粒界腐食』、『X線応力測定』などの用語が定義されています。
ばね用語(JIS B 0103)
⇒【g)ばね試験・検査】
分類: ばね用語 > g)ばね試験・検査
番号: 7241
用語: 塩水噴霧試験(※1)
定義:
5%塩化ナトリウム水溶液を 35℃に保って噴霧させた試験装置内へ試験片又はばねを静置して、さび(※2)、膨れ(※3)などの発生状況を調べる試験。
めっき、塗膜装などの表面処理を施したもの、ステンレス鋼などに用いられる。
備考:
JIS G 0202 参照。
対応英語(参考):
salt spray testing
慣用句(参考):
−
分類: ばね用語 > g)ばね試験・検査
番号: 7242
用語: 粒界腐食
定義:
金属の結晶粒界に選択的に生じる腐食。
備考:
JIS Z 0103 参照。(※4)
対応英語(参考):
intergranuler corrosion
慣用句(参考):
−
分類: ばね用語 > g)ばね試験・検査
番号: 7310
用語: X線応力測定
定義:
X線回折の原理を用いて行う残留応力の測定。
備考:
ばねの代表的な例としては、ショットピーニングに(※5)よる圧縮残留応力(※6)の測定があげられる。
対応英語(参考):
X-ray stress measuring
慣用句(参考):
−
(※1)
塩水噴霧試験に関連するJIS規格には、以下などがあります。
JIS C 60068-2-11
環境試験方法(電気・電子)塩水噴霧試験方法
JIS Z 2371
塩水噴霧試験方法
(※2)
さびとは、普通には、鉄表面に生成する水酸化物又は酸化物を主体とする化合物のことです。
広義には、金属表面にできる腐食生成物をいいます。
(※3)
膨れとは、めっき層又は塗膜(塗膜とは、塗られた塗料が乾燥してできた固体皮膜)の一部が、素地又は下地層と密着しないで浮いている状態のことです。
(※4)
JIS Z 0103 は、以下のJIS規格になります。
JIS Z 0103
防せい防食用語
この規格では、金属の防錆技術工業(防せい技術工業)において用いられる主な用語と、その読み方及び定義について規定されています。
(※5)
ショットピーニングとは、ショット(鋼球など)をバネ表面に高速で打ち付け、主として表面層に圧縮残留応力を生じさせ、疲れ強さを向上させるために行う加工のことです。
(※6)
圧縮残留応力とは、ばねにショットピーニングなどを施すことによって、表面層は若干の加工硬化とともに表面層だけが展延され、これに起因して生じる圧縮の残留応力のことです。]]>
ぜい性破壊/粒界破壊/耐候性試験
tag:spg.jisw.com,2007://17.3807
2007-07-25T16:28:39Z
2007-07-25T16:29:57Z
ばね用語(JIS B 0103)において、”g)ばね試験・検査”に分類される用語である、ぜい性破壊/粒界破壊/耐候性試験 の定義、補足など。
jisw
http://www.jisw.com/
バネ(スプリング)及びバネに関連する用語を規定しているばね用語(バネ用語)において、”g)ばね試験・検査”に分類されている用語のうち、『ぜい性破壊』、『粒界破壊』、『耐候性試験』のJIS規格における定義その他について。
ぜい性破壊』、『粒界破壊』、『耐候性試験』などの用語が定義されています。
ばね用語(JIS B 0103)
⇒【g)ばね試験・検査】
分類: ばね用語 > g)ばね試験・検査
番号: 7234
用語: ぜい性破壊
定義:
塑性変形をほとんど伴わずに破壊する現象。
備考:
多くは水素脆性[水素脆化(水素ぜい化)](※1)による破壊をいう。
対応英語(参考):
brittle fracture
慣用句(参考):
−
分類: ばね用語 > g)ばね試験・検査
番号: 7235
用語: 粒界破壊
定義:
金属の結晶粒の界面に沿って亀裂が発生し、伝播して破壊する現象。
対応英語(参考):
intercrystalline fracture
慣用句(参考):
−
分類: ばね用語 > g)ばね試験・検査
番号: 7240
用語: 耐候性試験(※2)
定義:
材料、ばねなどを光、熱、風、雨などの環境下で暴露した場合の、表面状況の変化などを評価する試験の総称。
備考:
場合によっては、耐久性試験(※2)と併せて行うこともある。
対応英語(参考):
weathering test
慣用句(参考):
−
(※1)
水素脆性[水素脆化(水素ぜい化)]とは、鋼中に吸収された水素によって鋼材に生じる延性又はじん性(靭性)が低下する現象です。
この現象は、酸洗、電気めっきなどの場合に生じることが多い。また、引張応力が存在すると割れに至ることが多いとされます。
(※2)
耐候性試験及び耐久性試験に関連するJIS規格には、以下などがあります。
JIS B 7751
紫外線カーボンアーク灯式の耐光性試験機及び耐候性試験機
JIS B 7753
サンシャインカーボンアーク灯式の耐光性試験機及び耐候性試験機
JIS B 7754
キセノンアークランプ式耐光性及び耐候性試験機
JIS C 5402-11-1
電子機器用コネクタ−試験及び測定−第11−1部:耐候性試験−試験11a:一連耐候性
JIS C 5402-11-10
電子機器用コネクタ−試験及び測定−第11−10部:耐候性試験−試験11j:低温
JIS C 5402-11-11
電子機器用コネクタ−試験及び測定−第11−11部:耐候性試験−試験11k:減圧
JIS C 5402-11-12
電子機器用コネクタ−試験及び測定−第11−12部:耐候性試験−試験11m:温湿度サイクル
JIS C 5402-11-13
電子機器用コネクタ−試験及び測定−第11−13部:耐候性試験−試験11n:ガスタイト・無はんだラッピング接続
JIS C 5402-11-14
電子機器用コネクタ―試験及び測定―第11―14部:耐候性試験―試験11p:単一ガス流腐食
JIS C 5402-11-2
電子機器用コネクタ−試験及び測定−第11−2部:耐候性試験−試験11b:低温・減圧・湿度複合シーケンス
JIS C 5402-11-3
電子機器用コネクタ−試験及び測定−第11−3部:耐候性試験−試験11c:高温高湿(定常)
JIS C 5402-11-4
電子機器用コネクタ−試験及び測定−第11−4部:耐候性試験−試験11d:温度急変
JIS C 5402-11-5
電子機器用コネクタ−試験及び測定−第11−5部:耐候性試験−試験11e:かびの成長
JIS C 5402-11-6
電子機器用コネクタ−試験及び測定−第11−6部:耐候性試験−試験11f:腐食,塩水噴霧
JIS C 5402-11-7
電子機器用コネクタ―試験及び測定―第11―7部:耐候性試験―試験11g:混合ガス流腐食
JIS C 5402-11-8
電子機器用コネクタ−試験及び測定−第11−8部:耐候性試験−試験11h:砂じん
JIS C 5402-11-9
電子機器用コネクタ−試験及び測定−第11−9部:耐候性試験−試験11i:高温
JIS C 60068-2-61
環境試験方法−電気・電子−一連耐候性試験
JIS D 0205
自動車部品の耐候性試験方法
JIS E 4037
鉄道車両−構成部品−耐候性試験方法
JIS K 6266
加硫ゴム及び熱可塑性ゴムの耐候性試験方法
JIS K 6860
接着剤の耐候性試験方法通則
JIS K 7363
プラスチック−耐候性試験における放射露光量の機器測定−通則及び基本的測定方法
JIS C 8917
結晶系太陽電池モジュールの環境試験方法及び耐久性試験方法
JIS C 8938
アモルファス太陽電池モジュールの環境試験方法及び耐久性試験方法
JIS K 6867
接着剤−構造接着接合品の耐久性試験方法−くさび破壊法
JIS R 3254
ふっ化物ガラスの化学的耐久性試験方法]]>
繰返し速度/回転曲げ疲労試験/延性破壊
tag:spg.jisw.com,2007://17.3806
2007-07-25T05:12:57Z
2007-07-25T05:14:06Z
ばね用語(JIS B 0103)において、”g)ばね試験・検査”に分類される用語である、繰返し速度/回転曲げ疲労試験/延性破壊 の定義、補足など。
jisw
http://www.jisw.com/
バネ(スプリング)及びバネに関連する用語を規定しているばね用語(バネ用語)において、”g)ばね試験・検査”に分類されている用語のうち、『繰返し速度』、『回転曲げ疲労試験』、『延性破壊』のJIS規格における定義その他について。
繰返し速度』、『回転曲げ疲労試験』、『延性破壊』などの用語が定義されています。
ばね用語(JIS B 0103)
⇒【g)ばね試験・検査】
分類: ばね用語 > g)ばね試験・検査
番号: 7231
用語: 繰返し速度
定義:
ばね又は試験片にかかる繰返し荷重の、単位時間当たりの繰返し数。
備考:
ばねの種類、材質によっては、繰返し速度によって寿命が異なる。
対応英語(参考):
frequency
慣用句(参考):
−
分類: ばね用語 > g)ばね試験・検査
番号: 7232
用語: 回転曲げ疲労試験(※2)
定義:
材料の疲れ強さ(※1)を試験する方法の一つで、曲げ応力を与えた丸棒試験片又は線を軸まわりに回転させることによって、全方向繰返し曲げを与える疲労試験。
対応英語(参考):
rotating bending test,
rotating bending fatigue test
慣用句(参考):
−
分類: ばね用語 > g)ばね試験・検査
番号: 7233
用語: 延性破壊
定義:
大きな塑性変形の後に破壊する現象。
対応英語(参考):
ductile fracture
慣用句(参考):
−
(※1)
疲れ強さとは、疲れ限度及び時間強さの総称、又は反復する応力によって生じる、破壊に耐え得る性質のことです。
(※2)
回転曲げ疲労試験に関連するJIS規格には、以下があります。
JIS Z 2286
金属材料の高温回転曲げ疲労試験方法
この規格では、高サイクル疲労領域を対象として、1000℃以下の高温大気中で行う標準試験片による金属材料の回転曲げ疲労試験方法について規定されています。
なお、高サイクル疲労とは、破壊までの回転曲げ繰返し数、いわゆる疲労寿命が、およそ 104 回以上となる疲労のことです。]]>
カットワイヤショット/鋳鋼ショット
tag:spg.jisw.com,2007://17.3805
2007-07-25T01:17:45Z
2007-07-25T01:18:48Z
ばね用語(JIS B 0103)において、”f)ばね製造”に分類される用語である、カットワイヤショット/鋳鋼ショット の定義、補足など。
jisw
http://www.jisw.com/
バネ(スプリング)及びバネに関連する用語を規定しているばね用語(バネ用語)において、”f)ばね製造”に分類されている用語のうち、『カットワイヤショット』、『鋳鋼ショット』のJIS規格における定義その他について。
カットワイヤショット』、『鋳鋼ショット』などの用語が定義されています。
ばね用語(JIS B 0103)
⇒【f)ばね製造】
分類: ばね用語 > f)ばね製造
番号: 6273
用語: カットワイヤショット
定義:
所定の硬さの鋼線(※1)を切断して、円柱状にした投射材。
備考:
線径と長さとの比がほぼ 1:1 で、ショットピーニング(※2)には、角を丸めてから使用する場合がある。
対応英語(参考):
cut wire shot
慣用句(参考):
鋼線ショット、カットワイヤ
分類: ばね用語 > f)ばね製造
番号: 6274
用語: 鋳鋼ショット
定義:
溶鋼を噴霧することによって球形のショットとし、更に、熱処理のプロセスによって製造された投射材。
対応英語(参考):
cast steel shot
慣用句(参考):
−
(※1)
鋼線に関連するJIS規格には、以下などがあります。
JIS C 2507
電機バインド用すずめっき非磁鋼線
JIS G 3505
軟鋼線材
JIS G 3506
硬鋼線材
JIS G 3521
硬鋼線
JIS G 3536
PC鋼線及びPC鋼より線
JIS G 3538
PC硬鋼線
JIS G 3544
溶融アルミニウムめっき鉄線及び鋼線
JIS G 3548
亜鉛めっき鋼線
JIS G 4308
ステンレス鋼線材
JIS G 4309
ステンレス鋼線
JIS G 4314
ばね用ステンレス鋼線
JIS G 4315
冷間圧造用ステンレス鋼線
JIS G 4316
溶接用ステンレス鋼線材
JIS G 7302
鉄線及び鋼線用亜鉛めっき(ISO仕様)
JIS G 7303
フェンス用亜鉛めっき鉄線及び鋼線(ISO仕様)
JIS G 7304
ばね用鋼線−第1部:一般要求事項(ISO仕様)
JIS G 7305
ばね用鋼線−第2部:冷間引抜炭素鋼線(ISO仕様)
JIS G 7306
ばね用鋼線−第3部:オイルテンパー線(ISO仕様)
JIS T 6103
歯科用ステンレス鋼線
(※2)
ショットピーニングとは、ショット(鋼球など)をバネ表面に高速で打ち付け、主として表面層に圧縮残留応力を生じさせ、疲れ強さを向上させるために行う加工のことです。]]>
ばり取り/スプリングバック/ストリップ
tag:spg.jisw.com,2007://17.3804
2007-07-25T01:15:43Z
2007-07-25T01:17:35Z
ばね用語(JIS B 0103)において、”f)ばね製造”に分類される用語である、ばり取り/スプリングバック/ストリップ の定義、補足など。
jisw
http://www.jisw.com/
バネ(スプリング)及びバネに関連する用語を規定しているばね用語(バネ用語)において、”f)ばね製造”に分類されている用語のうち、『ばり取り』、『スプリングバック』、『ストリップ』のJIS規格における定義その他について。
ばり取り』、『スプリングバック』、『ストリップ』などの用語が定義されています。
ばね用語(JIS B 0103)
⇒【f)ばね製造】
分類: ばね用語 > f)ばね製造
番号: 6263
用語: ばり取り
定義:
材料を切断及び切削したときに生じた、ばり及びまくれを取り除く処理。
対応英語(参考):
deburr
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6271
用語: スプリングバック
定義:
材料に力又はモーメントを加えて塑性域まで変形させた後除荷すると、材料のもつ弾性のために原形に戻ろうとする現象。
対応英語(参考):
spring back
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6272
用語: ストリップ
定義:
薄板(※1)を一定の幅に裁断した帯状の材料。
対応英語(参考):
strip
慣用句(参考):
−
(※1)
薄板のバネ材料で各種の形状に成形されるバネを、一般に薄板ばね(薄板バネ)といいます(以下の参考図参照)。
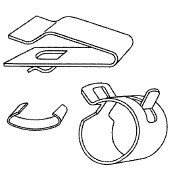 付図1 薄板ばね(1413)、ファスナばね(2100)
薄板ばね(薄板バネ)の実際の製品サンプルです(以下)。
付図1 薄板ばね(1413)、ファスナばね(2100)
薄板ばね(薄板バネ)の実際の製品サンプルです(以下)。
 ステンレスばね材(SUSバネ材:SUS304CSP、板厚:t1.0)
ステンレスばね材(SUSバネ材:SUS304CSP、板厚:t1.0)
 ステンレスばね材(SUSバネ材:SUS304CSP、板厚:t0.8)
ステンレスばね材(SUSバネ材:SUS304CSP、板厚:t0.8)
 ステンレスばね材(SUSバネ材:SUS304CSP、板厚:t0.3)
ステンレスばね材(SUSバネ材:SUS304CSP、板厚:t0.3)
 ばね用りん青銅(バネ用リン青銅)(C5210P、板厚:t0.2)]]>
セッチング/常温セッチング/ホットセッチング/バレル研磨
tag:spg.jisw.com,2007://17.3803
2007-07-24T16:13:01Z
2007-07-24T16:14:10Z
ばね用語(JIS B 0103)において、”f)ばね製造”に分類される用語である、セッチング/常温セッチング/ホットセッチング/バレル研磨 の定義、補足など。
jisw
http://www.jisw.com/
バネ(スプリング)及びバネに関連する用語を規定しているばね用語(バネ用語)において、”f)ばね製造”に分類されている用語のうち、『セッチング』、『常温セッチング』、『ホットセッチング』、『バレル研磨』のJIS規格における定義その他について。
セッチング』、『常温セッチング』、『ホットセッチング』、『バレル研磨』などの用語が定義されています。
ばね用語(JIS B 0103)
⇒【f)ばね製造】
分類: ばね用語 > f)ばね製造
番号: 6259
用語: セッチング
定義:
ばねにあらかじめ使用される最大値を超える荷重又はトルクを加えて、ある程度の永久変形を生じさせ、ばねの弾性限を高め、耐へたり性、耐久性を向上させる加工。
対応英語(参考):
presetting,
prestressing,
bulldozing
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6260
用語: 常温セッチング
定義:
常温で行う通常のセッチング。
ホットセッチングに対応する用語で、冷間セッチングともいう。
対応英語(参考):
cold setting
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6261
用語: ホットセッチング
定義:
低温焼なまし(※1)温度程度で行うセッチング。
温間セッチングともいう。
対応英語(参考):
hot setting,
warm setting
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6262
用語: バレル研磨(※2)
定義:
ばねを研磨材などと一緒に容器に入れて回転又は振動させることによって、ばり、スケールなどを除去する加工。
ばねの表面を清浄にする効果もある。
対応英語(参考):
barreling,
barrel polishing,
tumbling
慣用句(参考):
−
(※1)
低温焼なましとは、内部応力の除去又は材料の弾性限、耐力、疲れ強さなどの諸特性の改善及び形状の安定化を目的として行う低温加熱処理のことです。
(※2)
バレル研磨には、品物を研磨材とともに回転又は振動容器中に入れて研磨する方法ですが、一般に、乾式と湿式とがあります。
バレル研磨を行う工作機械を、バレル研磨機といいます。]]>
液体ホーニング/ホットピーニング/サンドブラスト/ショットブラスト
tag:spg.jisw.com,2007://17.3802
2007-07-24T16:11:33Z
2007-07-24T16:12:54Z
ばね用語(JIS B 0103)において、”f)ばね製造”に分類される用語である、液体ホーニング/ホットピーニング/サンドブラスト/ショットブラスト の定義、補足など。
jisw
http://www.jisw.com/
バネ(スプリング)及びバネに関連する用語を規定しているばね用語(バネ用語)において、”f)ばね製造”に分類されている用語のうち、『液体ホーニング』、『ホットピーニング』、『サンドブラスト』、『ショットブラスト』のJIS規格における定義その他について。
液体ホーニング』、『ホットピーニング』、『サンドブラスト』、『ショットブラスト』などの用語が定義されています。
ばね用語(JIS B 0103)
⇒【f)ばね製造】
分類: ばね用語 > f)ばね製造
番号: 6255
用語: 液体ホーニング
定義:
ばね表面を清浄にするとともに、ばね表面層の圧縮残留応力(※1)による疲れ強さの向上を目的に、微細な研磨材を加えた水、又はそれに適当な腐食抑制剤を加えたものを吹き付ける加工。
備考:
ショットピーニング(※2)では、変形が大き過ぎるものに適用する。
対応英語(参考):
liquid honig
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6256
用語: ホットピーニング
定義:
通常のショットピーニングより高い残留応力を得るために、200〜400℃の温間で行うショットピーニング加工。
主として高強度材を用いたコイルばねに使用される。
対応英語(参考):
hot peening,
warm peening
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6257
用語: サンドブラスト(※3)
定義:
表面スケール除去や表面の清浄化を目的に、粒状の研磨剤を圧縮空気、遠心力又はその他の方法によって、ばねの表面に打ち付ける加工。
対応英語(参考):
sand blasting
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6258
用語: ショットブラスト(※3)
定義:
ショット(鋼球など)を遠心力、空気圧などを利用して金属表面に投射して、スケール、さびなどを除去するとともに表面層に圧縮残留応力を生じさせる加工。
対応英語(参考):
shot blasting
慣用句(参考):
−
(※1)
圧縮残留応力とは、ばねにショットピーニングなどを施すことによって、表面層は若干の加工硬化とともに表面層だけが展延され、これに起因して生じる圧縮の残留応力のことです。
(※2)
ショットピーニングとは、ショット(鋼球など)をバネ表面に高速で打ち付け、主として表面層に圧縮残留応力を生じさせ、疲れ強さを向上させるために行う加工のことです。
(※3)
サンドブラストやショットブラストは、ブラスト処理の一種です。
ブラスト処理とは、処理される表面に高運動量のブラスト研削材を衝突させる方法の総称です。
金属製品に防せい防食を目的として塗料などを被覆する場合に、素地調整のために行われる作業です。
研削材に大きな運動エネルギーを与えて金属表面に衝突させ、金属表面を細かく切削及び打撃することによって、さびやスケールなどを除去し、金属表面を清浄化又は粗面化させるための方法です。
ブラスト法は、対応国際規格では、使用する研磨材などの種類によって、
・アブレシブブラスト(abrasive blasting)
・ビードブラスト(bead blasting)
・ガラスビードブラスト(glass bead blasting)
・カットワイヤブラスト(cut wire blasting)
・グリットブラスト(grit blasting)
・サンドブラスト(sand blasting)
・ショットブラスト(shot blasting)
・ウエットブラスト(wet blasting)
の用語を規定しています。]]>
ストレスピーニング/ダブルピーニング/ドライホーニング
tag:spg.jisw.com,2007://17.3801
2007-07-24T16:10:33Z
2007-07-24T16:11:25Z
ばね用語(JIS B 0103)において、”f)ばね製造”に分類される用語である、ストレスピーニング/ダブルピーニング/ドライホーニング の定義、補足など。
jisw
http://www.jisw.com/
バネ(スプリング)及びバネに関連する用語を規定しているばね用語(バネ用語)において、”f)ばね製造”に分類されている用語のうち、『ストレスピーニング』、『ダブルピーニング』、『ドライホーニング』のJIS規格における定義その他について。
ストレスピーニング』、『ダブルピーニング』、『ドライホーニング』などの用語が定義されています。
ばね用語(JIS B 0103)
⇒【f)ばね製造】
分類: ばね用語 > f)ばね製造
番号: 6252
用語: ストレスピーニング
定義:
通常のショットピーニング(※1)より高い残留応力を得るために、バネにその使用される方向の静的応力を与えた状態で行うショットピーニング加工。
主として高強度材を用いたバネに使用される。
対応英語(参考):
sterss peening,
strain peening
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6253
用語: ダブルピーニング
定義:
表面層の効果的な残留応力分布(※2)を得るために、ショットの粒度及び投射速度を変えて、2段階で行うショットピーニング加工。
対応英語(参考):
double peening
慣用句(参考):
2段ピーニング
分類: ばね用語 > f)ばね製造
番号: 6254
用語: ドライホーニング
定義:
表面の平滑化、疲れ強さ(※3)向上などを目的に、と粒を直接圧縮空気で吹き付ける表面加工。
対応英語(参考):
dry honing
慣用句(参考):
−
(※1)
ショットピーニングとは、ショット(鋼球など)をバネ表面に高速で打ち付け、主として表面層に圧縮残留応力を生じさせ、疲れ強さを向上させるために行う加工のことです。
(※2)
残留応力分布とは、ばねの内部に残留している応力の分布状態のことです。
一般には、一様な分布をせず、特定部分に偏って分布しています。
(※3)
疲れ強さとは、疲れ限度及び時間強さの総称、又は反復する応力によって生じる、破壊に耐え得る性質のことです。]]>
浸炭/窒化/高周波焼入れ/ショットピーニング
tag:spg.jisw.com,2007://17.3800
2007-07-24T16:09:04Z
2007-07-24T16:10:29Z
ばね用語(JIS B 0103)において、”f)ばね製造”に分類される用語である、浸炭/窒化/高周波焼入れ/ショットピーニング の定義、補足など。
jisw
http://www.jisw.com/
バネ(スプリング)及びバネに関連する用語を規定しているばね用語(バネ用語)において、”f)ばね製造”に分類されている用語のうち、『浸炭』、『窒化』、『高周波焼入れ』、『ショットピーニング』のJIS規格における定義その他について。
浸炭』、『窒化』、『高周波焼入れ』、『ショットピーニング』などの用語が定義されています。
ばね用語(JIS B 0103)
⇒【f)ばね製造】
分類: ばね用語 > f)ばね製造
番号: 6245
用語: 浸炭(※1)
定義:
鉄の表面層の炭素量を増加させるため、浸炭剤中で加熱する処理。
浸炭剤の種類によって固体浸炭(※2)、液体浸炭(※3)及びガス浸炭(※4)に分けられる。
備考:
JIS G 0201 参照。(※5)
対応英語(参考):
carburizing
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6246
用語: 窒化(※6)
定義:
鉄鋼の表面層に窒素を拡散させ、表面層を硬化する処理。
方法には、アンモニア分解ガスによるガス窒化及び青酸塩による液体窒化がある。
備考:
JIS G 0201 参照。
対応英語(参考):
nitriding
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6247
用語: 高周波焼入れ
定義:
高周波電流による誘導加熱作用で加熱して行う焼入れ処理。
主に、鉄鋼の任意の表面又は部分を焼入れする場合に用いる。
参考:
鉄鋼の高周波焼入れ焼戻し処理は、JIS B 6912(※7) に規定している。
備考:
JIS G 0201 参照。
対応英語(参考):
induction hardening
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6251
用語: ショットピーニング
定義:
ショット(鋼球など)をバネ表面に高速で打ち付け、主として表面層に圧縮残留応力を生じさせ、疲れ強さを向上させるために行う加工。
対応英語(参考):
shot peening
慣用句(参考):
−
(※1)
浸炭に関連するJIS規格には、以下などがあります。
JIS B 1060
浸炭焼入焼戻しを施したメートル系スレッドローリングねじの機械的性質及び性能
JIS B 6914
鉄鋼の浸炭及び浸炭窒化焼入焼戻し加工
JIS G 0557
鋼の浸炭硬化層深さ測定方法
JIS B 6914(鉄鋼の浸炭及び浸炭窒化焼入焼戻し加工)では、鉄鋼を浸炭及び浸炭窒化し、焼入焼戻しする加工について規定されています。
鉄鋼を浸炭及び浸炭窒化し、焼入焼戻しする加工については、以下の加工があり、それぞれの記号も定義されています。
・ガス浸炭焼入焼戻し(記号:HCG-HQ-HT)
・真空浸炭焼入焼戻し(記号:HCV-HQ-HT)
・プラズマ浸炭焼入焼戻し(記号:HCP-HQ-HT)
・液体浸炭焼入焼戻し(記号:HCL-HQ-HT)
(※2)
固体浸炭とは、鋼製品を、固体浸炭剤の中で加熱し、浸炭を行う処理です。
(※3)
液体浸炭とは、鋼製品を、液体浸炭剤(浸炭塩浴)の中で加熱し、浸炭を行う処理です。
(※4)
ガス浸炭とは、鋼製品を、浸炭性ガスの中で加熱し、浸炭を行う処理です。
(※5)
JIS G 0201 は、以下のJIS規格になります。
JIS G 0201
鉄鋼用語(熱処理)
この規格の詳細については、以下を参照ください。
鉄鋼用語-鋼材の焼入れ,熱処理,JIS規格鋼製品の材質,種類,品質,試験等
(※6)
窒化に関連するJIS規格には、以下などがあります。
JIS B 6914
鉄鋼の浸炭及び浸炭窒化焼入焼戻し加工
JIS B 6915
鉄鋼の窒化及び軟窒化加工
JIS G 0562
鉄鋼の窒化層深さ測定方法
JIS G 0563
鉄鋼の窒化層表面硬さ測定方法
JIS G 7502
窒化鋼(ISO仕様)
JIS B 6915(鉄鋼の窒化及び軟窒化加工)では、鉄鋼の窒化・軟窒化及び酸窒化加工について規定されています。
(※7)
JIS B 6912 は、以下のJIS規格になります。
JIS B 6912
鉄鋼の高周波焼入焼戻し加工
この規格では、鉄鋼の高周波焼入焼戻し加工又は高周波焼入れ加工について規定されています。
鉄鋼の高周波焼入焼戻し加工又は高周波焼入れ加工については、以下の加工があり、それぞれの記号も定義されています。
・高周波焼入焼戻し(記号:HQI-HT)
・高周波焼入れ・高周波焼戻し(記号:HQI-HTI)
・高周波焼入れ(記号:HQI)]]>
析出硬化/焼入れ/焼戻し/焼なまし
tag:spg.jisw.com,2007://17.3799
2007-07-24T13:51:44Z
2007-07-24T13:53:15Z
ばね用語(JIS B 0103)において、”f)ばね製造”に分類される用語である、析出硬化/焼入れ/焼戻し/焼なまし の定義、補足など。
jisw
http://www.jisw.com/
バネ(スプリング)及びバネに関連する用語を規定しているばね用語(バネ用語)において、”f)ばね製造”に分類されている用語のうち、『析出硬化』、『焼入れ』、『焼戻し』、『焼なまし』のJIS規格における定義その他について。
析出硬化』、『焼入れ』、『焼戻し』、『焼なまし』などの用語が定義されています。
ばね用語(JIS B 0103)
⇒【f)ばね製造】
分類: ばね用語 > f)ばね製造
番号: 6241
用語: 析出硬化
定義:
過飽和固溶体(※1)から炭化物、金属間化合物などの異相を析出(※2)させ、硬化させる熱処理。
備考:
JIS G 0201 参照。(※3)
対応英語(参考):
presipitation hardening
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6242
用語: 焼入れ
定義:
オーステナイト化温度から急冷して硬化させる処理。
必ずしも硬化を目的とせず、単に急速に冷却する操作をいうこともある。
なお、オーステナイト状態で圧延を行い、その後、圧延ライン上で直ちに行う焼入れもこれに含み、これを圧延後直接焼入れということがある。
備考:
JIS G 0201 参照。
対応英語(参考):
quenching hardening,
quenching
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6243
用語: 焼戻し
定義:
焼入れで生じた組織を、変態又は析出を進行させて安定な組織に近づけ、所要の性質及び状態を与えるために、A1点以下の適当な温度に加熱、冷却する処理。
焼ならし(※4)の後に用いる場合もある。
備考:
JIS G 0201 参照。
対応英語(参考):
tempering
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6244
用語: 焼なまし
定義:
適当な温度に加熱し、その温度に保持した後、冷却する処理。
その目的は、残留応力の除去、硬さの低下、被削性の向上、冷間加工性の改善、結晶組織の調整、所要の機械的、物理的又はその他の性質を得ることなどである。
参考:
鉄鋼の焼なまし加工は、JIS B 6911 に規定している。
備考:
JIS G 0201 参照。
対応英語(参考):
annealing
慣用句(参考):
−
(※1)
過飽和固溶体とは、その温度での平衡溶解度以上に溶質を固溶している固溶体(2種以上の元素によって形成される均一な固体の結晶質の相)のことです。
普通高温からの急冷で得られます。
(※2)
析出とは、固溶体から異相の結晶が分離成長する現象のことです。
(※3)
JIS G 0201 は、以下のJIS規格になります。
JIS G 0201
鉄鋼用語(熱処理)
この規格の詳細については、以下を参照ください。
鉄鋼用語-鋼材の焼入れ,熱処理,JIS規格鋼製品の材質,種類,品質,試験等
(※4)
焼ならしとは、鉄鋼製品の前加工の影響を除去し、結晶粒を微細化して、機械的性質を改善するために、Ac3 又は Accm点以上の適切な温度に加熱した後、通常は空気中で冷却する処理のことです。]]>
低温焼なまし/ブルーイング/応力除去/ベーキング
tag:spg.jisw.com,2007://17.3798
2007-07-24T13:50:18Z
2007-07-24T13:51:26Z
ばね用語(JIS B 0103)において、”f)ばね製造”に分類される用語である、低温焼なまし/ブルーイング/応力除去/ベーキング の定義、補足など。
jisw
http://www.jisw.com/
バネ(スプリング)及びバネに関連する用語を規定しているばね用語(バネ用語)において、”f)ばね製造”に分類されている用語のうち、『低温焼なまし』、『ブルーイング』、『応力除去』、『ベーキング』のJIS規格における定義その他について。
低温焼なまし』、『ブルーイング』、『応力除去』、『ベーキング』などの用語が定義されています。
ばね用語(JIS B 0103)
⇒【f)ばね製造】
分類: ばね用語 > f)ばね製造
番号: 6237
用語: 低温焼なまし
定義:
内部応力の除去又は材料の弾性限、耐力、疲れ強さ(※1)などの諸特性の改善及び形状の安定化を目的として行う低温加熱処理。
対応英語(参考):
low temperature annealing
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6238
用語: ブルーイング(※2)
定義:
ばねの外観及び耐食性を改善するために、加熱によって表面に黄色又は青色の酸化膜を生じさせる熱処理。
低温焼なましと同じ目的の処理を示すこともある。
対応英語(参考):
blueing
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6239
用語: 応力除去
定義:
成形その他の工程中に生じた望ましくない残留応力を、変態点(※3)以下の適当な温度に加熱して除去する熱処理。
対応英語(参考):
stress relief,
stress release
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6240
用語: ベーキング
定義:
素材のひずみ除去又はめっき後の水素除去を目的として行う熱処理。
対応英語(参考):
baking
慣用句(参考):
−
(※1)
疲れ強さとは、疲れ限度及び時間強さの総称、又は反復する応力によって生じる、破壊に耐え得る性質のことです。
(※2)
ブルーイングの、JIS G 0201 鉄鋼用語(熱処理)における定義は以下の通りです。
【ブルーイング】
鉄鋼製品を、酸化媒体中で、その研磨した表面が青色の酸化物の薄い、連続的な、密着性の高い膜で覆われるような温度で処理する操作。
(※3)
変態点とは、特定の合金の変態温度(相変化の起こる温度で、変態が温度範囲にわたって起こるときは、変態が開始し、終了する温度)のことです。
鋼については、次のような主要な変態温度が区別されます。
Ae1 : オーステナイトの存在下限を定義する平衡温度
Ae3 : フェライトの存在上限を定義する平衡温度
Aem : 過共析鋼においてセメンタイト存在上限を定義する温度
Ac1 : 加熱時、オーステナイトが生成し始める温度
Ac3 : 加熱時、フェライトがオーステナイトへの変態を完了する温度
Acm : 加熱時、過共析鋼中のセメンタイトが完全に溶解する温度
Ar1 : 冷却時、オーステナイトがフェライト又はフェライト、セメンタイトへの変態を完了する温度
Ar3 : 冷却時、フェライト変態が始まる温度
Arm : 過共析鋼において、オーステナイトの冷却の間、セメンタイトが生じ始める温度
Ms : 冷却の間にオーステナイトがマルテンサイトに変態し始める温度
Mf : 冷却の間、オーステナイトがほとんど完全にマルテンサイトに変態した温度
Mx : 冷却の間に、オーステナイトの x%がマルテンサイトに変態した温度
ばね用りん青銅(バネ用リン青銅)(C5210P、板厚:t0.2)]]>
セッチング/常温セッチング/ホットセッチング/バレル研磨
tag:spg.jisw.com,2007://17.3803
2007-07-24T16:13:01Z
2007-07-24T16:14:10Z
ばね用語(JIS B 0103)において、”f)ばね製造”に分類される用語である、セッチング/常温セッチング/ホットセッチング/バレル研磨 の定義、補足など。
jisw
http://www.jisw.com/
バネ(スプリング)及びバネに関連する用語を規定しているばね用語(バネ用語)において、”f)ばね製造”に分類されている用語のうち、『セッチング』、『常温セッチング』、『ホットセッチング』、『バレル研磨』のJIS規格における定義その他について。
セッチング』、『常温セッチング』、『ホットセッチング』、『バレル研磨』などの用語が定義されています。
ばね用語(JIS B 0103)
⇒【f)ばね製造】
分類: ばね用語 > f)ばね製造
番号: 6259
用語: セッチング
定義:
ばねにあらかじめ使用される最大値を超える荷重又はトルクを加えて、ある程度の永久変形を生じさせ、ばねの弾性限を高め、耐へたり性、耐久性を向上させる加工。
対応英語(参考):
presetting,
prestressing,
bulldozing
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6260
用語: 常温セッチング
定義:
常温で行う通常のセッチング。
ホットセッチングに対応する用語で、冷間セッチングともいう。
対応英語(参考):
cold setting
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6261
用語: ホットセッチング
定義:
低温焼なまし(※1)温度程度で行うセッチング。
温間セッチングともいう。
対応英語(参考):
hot setting,
warm setting
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6262
用語: バレル研磨(※2)
定義:
ばねを研磨材などと一緒に容器に入れて回転又は振動させることによって、ばり、スケールなどを除去する加工。
ばねの表面を清浄にする効果もある。
対応英語(参考):
barreling,
barrel polishing,
tumbling
慣用句(参考):
−
(※1)
低温焼なましとは、内部応力の除去又は材料の弾性限、耐力、疲れ強さなどの諸特性の改善及び形状の安定化を目的として行う低温加熱処理のことです。
(※2)
バレル研磨には、品物を研磨材とともに回転又は振動容器中に入れて研磨する方法ですが、一般に、乾式と湿式とがあります。
バレル研磨を行う工作機械を、バレル研磨機といいます。]]>
液体ホーニング/ホットピーニング/サンドブラスト/ショットブラスト
tag:spg.jisw.com,2007://17.3802
2007-07-24T16:11:33Z
2007-07-24T16:12:54Z
ばね用語(JIS B 0103)において、”f)ばね製造”に分類される用語である、液体ホーニング/ホットピーニング/サンドブラスト/ショットブラスト の定義、補足など。
jisw
http://www.jisw.com/
バネ(スプリング)及びバネに関連する用語を規定しているばね用語(バネ用語)において、”f)ばね製造”に分類されている用語のうち、『液体ホーニング』、『ホットピーニング』、『サンドブラスト』、『ショットブラスト』のJIS規格における定義その他について。
液体ホーニング』、『ホットピーニング』、『サンドブラスト』、『ショットブラスト』などの用語が定義されています。
ばね用語(JIS B 0103)
⇒【f)ばね製造】
分類: ばね用語 > f)ばね製造
番号: 6255
用語: 液体ホーニング
定義:
ばね表面を清浄にするとともに、ばね表面層の圧縮残留応力(※1)による疲れ強さの向上を目的に、微細な研磨材を加えた水、又はそれに適当な腐食抑制剤を加えたものを吹き付ける加工。
備考:
ショットピーニング(※2)では、変形が大き過ぎるものに適用する。
対応英語(参考):
liquid honig
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6256
用語: ホットピーニング
定義:
通常のショットピーニングより高い残留応力を得るために、200〜400℃の温間で行うショットピーニング加工。
主として高強度材を用いたコイルばねに使用される。
対応英語(参考):
hot peening,
warm peening
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6257
用語: サンドブラスト(※3)
定義:
表面スケール除去や表面の清浄化を目的に、粒状の研磨剤を圧縮空気、遠心力又はその他の方法によって、ばねの表面に打ち付ける加工。
対応英語(参考):
sand blasting
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6258
用語: ショットブラスト(※3)
定義:
ショット(鋼球など)を遠心力、空気圧などを利用して金属表面に投射して、スケール、さびなどを除去するとともに表面層に圧縮残留応力を生じさせる加工。
対応英語(参考):
shot blasting
慣用句(参考):
−
(※1)
圧縮残留応力とは、ばねにショットピーニングなどを施すことによって、表面層は若干の加工硬化とともに表面層だけが展延され、これに起因して生じる圧縮の残留応力のことです。
(※2)
ショットピーニングとは、ショット(鋼球など)をバネ表面に高速で打ち付け、主として表面層に圧縮残留応力を生じさせ、疲れ強さを向上させるために行う加工のことです。
(※3)
サンドブラストやショットブラストは、ブラスト処理の一種です。
ブラスト処理とは、処理される表面に高運動量のブラスト研削材を衝突させる方法の総称です。
金属製品に防せい防食を目的として塗料などを被覆する場合に、素地調整のために行われる作業です。
研削材に大きな運動エネルギーを与えて金属表面に衝突させ、金属表面を細かく切削及び打撃することによって、さびやスケールなどを除去し、金属表面を清浄化又は粗面化させるための方法です。
ブラスト法は、対応国際規格では、使用する研磨材などの種類によって、
・アブレシブブラスト(abrasive blasting)
・ビードブラスト(bead blasting)
・ガラスビードブラスト(glass bead blasting)
・カットワイヤブラスト(cut wire blasting)
・グリットブラスト(grit blasting)
・サンドブラスト(sand blasting)
・ショットブラスト(shot blasting)
・ウエットブラスト(wet blasting)
の用語を規定しています。]]>
ストレスピーニング/ダブルピーニング/ドライホーニング
tag:spg.jisw.com,2007://17.3801
2007-07-24T16:10:33Z
2007-07-24T16:11:25Z
ばね用語(JIS B 0103)において、”f)ばね製造”に分類される用語である、ストレスピーニング/ダブルピーニング/ドライホーニング の定義、補足など。
jisw
http://www.jisw.com/
バネ(スプリング)及びバネに関連する用語を規定しているばね用語(バネ用語)において、”f)ばね製造”に分類されている用語のうち、『ストレスピーニング』、『ダブルピーニング』、『ドライホーニング』のJIS規格における定義その他について。
ストレスピーニング』、『ダブルピーニング』、『ドライホーニング』などの用語が定義されています。
ばね用語(JIS B 0103)
⇒【f)ばね製造】
分類: ばね用語 > f)ばね製造
番号: 6252
用語: ストレスピーニング
定義:
通常のショットピーニング(※1)より高い残留応力を得るために、バネにその使用される方向の静的応力を与えた状態で行うショットピーニング加工。
主として高強度材を用いたバネに使用される。
対応英語(参考):
sterss peening,
strain peening
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6253
用語: ダブルピーニング
定義:
表面層の効果的な残留応力分布(※2)を得るために、ショットの粒度及び投射速度を変えて、2段階で行うショットピーニング加工。
対応英語(参考):
double peening
慣用句(参考):
2段ピーニング
分類: ばね用語 > f)ばね製造
番号: 6254
用語: ドライホーニング
定義:
表面の平滑化、疲れ強さ(※3)向上などを目的に、と粒を直接圧縮空気で吹き付ける表面加工。
対応英語(参考):
dry honing
慣用句(参考):
−
(※1)
ショットピーニングとは、ショット(鋼球など)をバネ表面に高速で打ち付け、主として表面層に圧縮残留応力を生じさせ、疲れ強さを向上させるために行う加工のことです。
(※2)
残留応力分布とは、ばねの内部に残留している応力の分布状態のことです。
一般には、一様な分布をせず、特定部分に偏って分布しています。
(※3)
疲れ強さとは、疲れ限度及び時間強さの総称、又は反復する応力によって生じる、破壊に耐え得る性質のことです。]]>
浸炭/窒化/高周波焼入れ/ショットピーニング
tag:spg.jisw.com,2007://17.3800
2007-07-24T16:09:04Z
2007-07-24T16:10:29Z
ばね用語(JIS B 0103)において、”f)ばね製造”に分類される用語である、浸炭/窒化/高周波焼入れ/ショットピーニング の定義、補足など。
jisw
http://www.jisw.com/
バネ(スプリング)及びバネに関連する用語を規定しているばね用語(バネ用語)において、”f)ばね製造”に分類されている用語のうち、『浸炭』、『窒化』、『高周波焼入れ』、『ショットピーニング』のJIS規格における定義その他について。
浸炭』、『窒化』、『高周波焼入れ』、『ショットピーニング』などの用語が定義されています。
ばね用語(JIS B 0103)
⇒【f)ばね製造】
分類: ばね用語 > f)ばね製造
番号: 6245
用語: 浸炭(※1)
定義:
鉄の表面層の炭素量を増加させるため、浸炭剤中で加熱する処理。
浸炭剤の種類によって固体浸炭(※2)、液体浸炭(※3)及びガス浸炭(※4)に分けられる。
備考:
JIS G 0201 参照。(※5)
対応英語(参考):
carburizing
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6246
用語: 窒化(※6)
定義:
鉄鋼の表面層に窒素を拡散させ、表面層を硬化する処理。
方法には、アンモニア分解ガスによるガス窒化及び青酸塩による液体窒化がある。
備考:
JIS G 0201 参照。
対応英語(参考):
nitriding
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6247
用語: 高周波焼入れ
定義:
高周波電流による誘導加熱作用で加熱して行う焼入れ処理。
主に、鉄鋼の任意の表面又は部分を焼入れする場合に用いる。
参考:
鉄鋼の高周波焼入れ焼戻し処理は、JIS B 6912(※7) に規定している。
備考:
JIS G 0201 参照。
対応英語(参考):
induction hardening
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6251
用語: ショットピーニング
定義:
ショット(鋼球など)をバネ表面に高速で打ち付け、主として表面層に圧縮残留応力を生じさせ、疲れ強さを向上させるために行う加工。
対応英語(参考):
shot peening
慣用句(参考):
−
(※1)
浸炭に関連するJIS規格には、以下などがあります。
JIS B 1060
浸炭焼入焼戻しを施したメートル系スレッドローリングねじの機械的性質及び性能
JIS B 6914
鉄鋼の浸炭及び浸炭窒化焼入焼戻し加工
JIS G 0557
鋼の浸炭硬化層深さ測定方法
JIS B 6914(鉄鋼の浸炭及び浸炭窒化焼入焼戻し加工)では、鉄鋼を浸炭及び浸炭窒化し、焼入焼戻しする加工について規定されています。
鉄鋼を浸炭及び浸炭窒化し、焼入焼戻しする加工については、以下の加工があり、それぞれの記号も定義されています。
・ガス浸炭焼入焼戻し(記号:HCG-HQ-HT)
・真空浸炭焼入焼戻し(記号:HCV-HQ-HT)
・プラズマ浸炭焼入焼戻し(記号:HCP-HQ-HT)
・液体浸炭焼入焼戻し(記号:HCL-HQ-HT)
(※2)
固体浸炭とは、鋼製品を、固体浸炭剤の中で加熱し、浸炭を行う処理です。
(※3)
液体浸炭とは、鋼製品を、液体浸炭剤(浸炭塩浴)の中で加熱し、浸炭を行う処理です。
(※4)
ガス浸炭とは、鋼製品を、浸炭性ガスの中で加熱し、浸炭を行う処理です。
(※5)
JIS G 0201 は、以下のJIS規格になります。
JIS G 0201
鉄鋼用語(熱処理)
この規格の詳細については、以下を参照ください。
鉄鋼用語-鋼材の焼入れ,熱処理,JIS規格鋼製品の材質,種類,品質,試験等
(※6)
窒化に関連するJIS規格には、以下などがあります。
JIS B 6914
鉄鋼の浸炭及び浸炭窒化焼入焼戻し加工
JIS B 6915
鉄鋼の窒化及び軟窒化加工
JIS G 0562
鉄鋼の窒化層深さ測定方法
JIS G 0563
鉄鋼の窒化層表面硬さ測定方法
JIS G 7502
窒化鋼(ISO仕様)
JIS B 6915(鉄鋼の窒化及び軟窒化加工)では、鉄鋼の窒化・軟窒化及び酸窒化加工について規定されています。
(※7)
JIS B 6912 は、以下のJIS規格になります。
JIS B 6912
鉄鋼の高周波焼入焼戻し加工
この規格では、鉄鋼の高周波焼入焼戻し加工又は高周波焼入れ加工について規定されています。
鉄鋼の高周波焼入焼戻し加工又は高周波焼入れ加工については、以下の加工があり、それぞれの記号も定義されています。
・高周波焼入焼戻し(記号:HQI-HT)
・高周波焼入れ・高周波焼戻し(記号:HQI-HTI)
・高周波焼入れ(記号:HQI)]]>
析出硬化/焼入れ/焼戻し/焼なまし
tag:spg.jisw.com,2007://17.3799
2007-07-24T13:51:44Z
2007-07-24T13:53:15Z
ばね用語(JIS B 0103)において、”f)ばね製造”に分類される用語である、析出硬化/焼入れ/焼戻し/焼なまし の定義、補足など。
jisw
http://www.jisw.com/
バネ(スプリング)及びバネに関連する用語を規定しているばね用語(バネ用語)において、”f)ばね製造”に分類されている用語のうち、『析出硬化』、『焼入れ』、『焼戻し』、『焼なまし』のJIS規格における定義その他について。
析出硬化』、『焼入れ』、『焼戻し』、『焼なまし』などの用語が定義されています。
ばね用語(JIS B 0103)
⇒【f)ばね製造】
分類: ばね用語 > f)ばね製造
番号: 6241
用語: 析出硬化
定義:
過飽和固溶体(※1)から炭化物、金属間化合物などの異相を析出(※2)させ、硬化させる熱処理。
備考:
JIS G 0201 参照。(※3)
対応英語(参考):
presipitation hardening
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6242
用語: 焼入れ
定義:
オーステナイト化温度から急冷して硬化させる処理。
必ずしも硬化を目的とせず、単に急速に冷却する操作をいうこともある。
なお、オーステナイト状態で圧延を行い、その後、圧延ライン上で直ちに行う焼入れもこれに含み、これを圧延後直接焼入れということがある。
備考:
JIS G 0201 参照。
対応英語(参考):
quenching hardening,
quenching
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6243
用語: 焼戻し
定義:
焼入れで生じた組織を、変態又は析出を進行させて安定な組織に近づけ、所要の性質及び状態を与えるために、A1点以下の適当な温度に加熱、冷却する処理。
焼ならし(※4)の後に用いる場合もある。
備考:
JIS G 0201 参照。
対応英語(参考):
tempering
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6244
用語: 焼なまし
定義:
適当な温度に加熱し、その温度に保持した後、冷却する処理。
その目的は、残留応力の除去、硬さの低下、被削性の向上、冷間加工性の改善、結晶組織の調整、所要の機械的、物理的又はその他の性質を得ることなどである。
参考:
鉄鋼の焼なまし加工は、JIS B 6911 に規定している。
備考:
JIS G 0201 参照。
対応英語(参考):
annealing
慣用句(参考):
−
(※1)
過飽和固溶体とは、その温度での平衡溶解度以上に溶質を固溶している固溶体(2種以上の元素によって形成される均一な固体の結晶質の相)のことです。
普通高温からの急冷で得られます。
(※2)
析出とは、固溶体から異相の結晶が分離成長する現象のことです。
(※3)
JIS G 0201 は、以下のJIS規格になります。
JIS G 0201
鉄鋼用語(熱処理)
この規格の詳細については、以下を参照ください。
鉄鋼用語-鋼材の焼入れ,熱処理,JIS規格鋼製品の材質,種類,品質,試験等
(※4)
焼ならしとは、鉄鋼製品の前加工の影響を除去し、結晶粒を微細化して、機械的性質を改善するために、Ac3 又は Accm点以上の適切な温度に加熱した後、通常は空気中で冷却する処理のことです。]]>
低温焼なまし/ブルーイング/応力除去/ベーキング
tag:spg.jisw.com,2007://17.3798
2007-07-24T13:50:18Z
2007-07-24T13:51:26Z
ばね用語(JIS B 0103)において、”f)ばね製造”に分類される用語である、低温焼なまし/ブルーイング/応力除去/ベーキング の定義、補足など。
jisw
http://www.jisw.com/
バネ(スプリング)及びバネに関連する用語を規定しているばね用語(バネ用語)において、”f)ばね製造”に分類されている用語のうち、『低温焼なまし』、『ブルーイング』、『応力除去』、『ベーキング』のJIS規格における定義その他について。
低温焼なまし』、『ブルーイング』、『応力除去』、『ベーキング』などの用語が定義されています。
ばね用語(JIS B 0103)
⇒【f)ばね製造】
分類: ばね用語 > f)ばね製造
番号: 6237
用語: 低温焼なまし
定義:
内部応力の除去又は材料の弾性限、耐力、疲れ強さ(※1)などの諸特性の改善及び形状の安定化を目的として行う低温加熱処理。
対応英語(参考):
low temperature annealing
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6238
用語: ブルーイング(※2)
定義:
ばねの外観及び耐食性を改善するために、加熱によって表面に黄色又は青色の酸化膜を生じさせる熱処理。
低温焼なましと同じ目的の処理を示すこともある。
対応英語(参考):
blueing
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6239
用語: 応力除去
定義:
成形その他の工程中に生じた望ましくない残留応力を、変態点(※3)以下の適当な温度に加熱して除去する熱処理。
対応英語(参考):
stress relief,
stress release
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6240
用語: ベーキング
定義:
素材のひずみ除去又はめっき後の水素除去を目的として行う熱処理。
対応英語(参考):
baking
慣用句(参考):
−
(※1)
疲れ強さとは、疲れ限度及び時間強さの総称、又は反復する応力によって生じる、破壊に耐え得る性質のことです。
(※2)
ブルーイングの、JIS G 0201 鉄鋼用語(熱処理)における定義は以下の通りです。
【ブルーイング】
鉄鋼製品を、酸化媒体中で、その研磨した表面が青色の酸化物の薄い、連続的な、密着性の高い膜で覆われるような温度で処理する操作。
(※3)
変態点とは、特定の合金の変態温度(相変化の起こる温度で、変態が温度範囲にわたって起こるときは、変態が開始し、終了する温度)のことです。
鋼については、次のような主要な変態温度が区別されます。
Ae1 : オーステナイトの存在下限を定義する平衡温度
Ae3 : フェライトの存在上限を定義する平衡温度
Aem : 過共析鋼においてセメンタイト存在上限を定義する温度
Ac1 : 加熱時、オーステナイトが生成し始める温度
Ac3 : 加熱時、フェライトがオーステナイトへの変態を完了する温度
Acm : 加熱時、過共析鋼中のセメンタイトが完全に溶解する温度
Ar1 : 冷却時、オーステナイトがフェライト又はフェライト、セメンタイトへの変態を完了する温度
Ar3 : 冷却時、フェライト変態が始まる温度
Arm : 過共析鋼において、オーステナイトの冷却の間、セメンタイトが生じ始める温度
Ms : 冷却の間にオーステナイトがマルテンサイトに変態し始める温度
Mf : 冷却の間、オーステナイトがほとんど完全にマルテンサイトに変態した温度
Mx : 冷却の間に、オーステナイトの x%がマルテンサイトに変態した温度
![変態点[a)純鉄]](http://is.jisw.com/image/g0201_1302a.jpg) 変態点[a)純鉄]
変態点[a)純鉄]
![変態点[b)亜共析鋼]](http://is.jisw.com/image/g0201_1302b.jpg) 変態点[b)亜共析鋼]
変態点[b)亜共析鋼]
![変態点[c)過共析鋼]](http://is.jisw.com/image/g0201_1302c.jpg) 変態点[c)過共析鋼]]]>
プレスクエンチ/オースフォーミング/オーステンパ/球状化焼なまし
tag:spg.jisw.com,2007://17.3797
2007-07-24T13:48:08Z
2007-07-24T13:50:07Z
ばね用語(JIS B 0103)において、”f)ばね製造”に分類される用語である、プレスクエンチ/オースフォーミング/オーステンパ/球状化焼なまし の定義、補足など。
jisw
http://www.jisw.com/
バネ(スプリング)及びバネに関連する用語を規定しているばね用語(バネ用語)において、”f)ばね製造”に分類されている用語のうち、『プレスクエンチ』、『オースフォーミング』、『オーステンパ』、『球状化焼なまし』のJIS規格における定義その他について。
プレスクエンチ』、『オースフォーミング』、『オーステンパ』、『球状化焼なまし』などの用語が定義されています。
ばね用語(JIS B 0103)
⇒【f)ばね製造】
分類: ばね用語 > f)ばね製造
番号: 6233
用語: プレスクエンチ
定義:
焼入れ変形を規制するために、プレスした状態で行う焼入れ。(※1)
対応英語(参考):
press quenching
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6234
用語: オースフォーミング
定義:
変形加工を伴った熱処理の方法で、鋼をAc3変態点以上に加熱し、準安定オーステナイト(※2)範囲まで急冷し、ある程度おきな塑性変形加工を付与した後、急冷する処理。
対応英語(参考):
ausforming
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6235
用語: オーステンパ
定義:
加熱してオーステナイト化した鋼を、A1点以下の適当な温度まで急冷し、この温度に保つことによってベイナイト組織を得る熱処理。
備考:
ベイナイト組織は、良好なじん性(靭性)をもつ。
オーステンパ処理は、急冷による熱ひずみを防止する効果がある。
対応英語(参考):
austempering
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6236
用語: 球状化焼なまし
定義:
塑性加工若しくは切削加工を容易に又は機械的性質を改善する目的で、鉄鋼中の炭化物を球状化させる熱処理。
対応英語(参考):
spheroidizing
慣用句(参考):
−
(※1)
焼入れとは、オーステナイト化温度から急冷して硬化させる処理です。
必ずしも硬化を目的とせず、単に急速に冷却する操作をいうこともあります。
なお、オーステナイト状態で圧延を行い、その後、圧延ライン上で直ちに行う焼入れもこれに含み、これを圧延後直接焼入れということがあります。
(※2)
準安定オーステナイトとは、平衡状態図によって定義される状態とは異なる見掛け上安定な状態にあるオーステナイトのことです。
オーステナイトが安定である温度範囲より低い温度で未変態のまま非平衡に存在する過冷却オーステナイトを指します。]]>
幅落し/面取り/クリープテンパ/プレステンパ
tag:spg.jisw.com,2007://17.3796
2007-07-24T07:54:39Z
2007-07-24T07:56:09Z
ばね用語(JIS B 0103)において、”f)ばね製造”に分類される用語である、幅落し/面取り/クリープテンパ/プレステンパ の定義、補足など。
jisw
http://www.jisw.com/
バネ(スプリング)及びバネに関連する用語を規定しているばね用語(バネ用語)において、”f)ばね製造”に分類されている用語のうち、『幅落し』、『面取り』、『クリープテンパ』、『プレステンパ』のJIS規格における定義その他について。
幅落し』、『面取り』、『クリープテンパ』、『プレステンパ』などの用語が定義されています。
ばね用語(JIS B 0103)
⇒【f)ばね製造】
分類: ばね用語 > f)ばね製造
番号: 6221
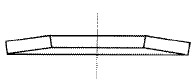
用語: 幅落し
定義:
重ね板ばねにおいて、親板(※1)以外の全長板(※2)などの端部を周辺部品との干渉を避けるために、ばね板の側面を切り落とす加工(付図74)。
変態点[c)過共析鋼]]]>
プレスクエンチ/オースフォーミング/オーステンパ/球状化焼なまし
tag:spg.jisw.com,2007://17.3797
2007-07-24T13:48:08Z
2007-07-24T13:50:07Z
ばね用語(JIS B 0103)において、”f)ばね製造”に分類される用語である、プレスクエンチ/オースフォーミング/オーステンパ/球状化焼なまし の定義、補足など。
jisw
http://www.jisw.com/
バネ(スプリング)及びバネに関連する用語を規定しているばね用語(バネ用語)において、”f)ばね製造”に分類されている用語のうち、『プレスクエンチ』、『オースフォーミング』、『オーステンパ』、『球状化焼なまし』のJIS規格における定義その他について。
プレスクエンチ』、『オースフォーミング』、『オーステンパ』、『球状化焼なまし』などの用語が定義されています。
ばね用語(JIS B 0103)
⇒【f)ばね製造】
分類: ばね用語 > f)ばね製造
番号: 6233
用語: プレスクエンチ
定義:
焼入れ変形を規制するために、プレスした状態で行う焼入れ。(※1)
対応英語(参考):
press quenching
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6234
用語: オースフォーミング
定義:
変形加工を伴った熱処理の方法で、鋼をAc3変態点以上に加熱し、準安定オーステナイト(※2)範囲まで急冷し、ある程度おきな塑性変形加工を付与した後、急冷する処理。
対応英語(参考):
ausforming
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6235
用語: オーステンパ
定義:
加熱してオーステナイト化した鋼を、A1点以下の適当な温度まで急冷し、この温度に保つことによってベイナイト組織を得る熱処理。
備考:
ベイナイト組織は、良好なじん性(靭性)をもつ。
オーステンパ処理は、急冷による熱ひずみを防止する効果がある。
対応英語(参考):
austempering
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6236
用語: 球状化焼なまし
定義:
塑性加工若しくは切削加工を容易に又は機械的性質を改善する目的で、鉄鋼中の炭化物を球状化させる熱処理。
対応英語(参考):
spheroidizing
慣用句(参考):
−
(※1)
焼入れとは、オーステナイト化温度から急冷して硬化させる処理です。
必ずしも硬化を目的とせず、単に急速に冷却する操作をいうこともあります。
なお、オーステナイト状態で圧延を行い、その後、圧延ライン上で直ちに行う焼入れもこれに含み、これを圧延後直接焼入れということがあります。
(※2)
準安定オーステナイトとは、平衡状態図によって定義される状態とは異なる見掛け上安定な状態にあるオーステナイトのことです。
オーステナイトが安定である温度範囲より低い温度で未変態のまま非平衡に存在する過冷却オーステナイトを指します。]]>
幅落し/面取り/クリープテンパ/プレステンパ
tag:spg.jisw.com,2007://17.3796
2007-07-24T07:54:39Z
2007-07-24T07:56:09Z
ばね用語(JIS B 0103)において、”f)ばね製造”に分類される用語である、幅落し/面取り/クリープテンパ/プレステンパ の定義、補足など。
jisw
http://www.jisw.com/
バネ(スプリング)及びバネに関連する用語を規定しているばね用語(バネ用語)において、”f)ばね製造”に分類されている用語のうち、『幅落し』、『面取り』、『クリープテンパ』、『プレステンパ』のJIS規格における定義その他について。
幅落し』、『面取り』、『クリープテンパ』、『プレステンパ』などの用語が定義されています。
ばね用語(JIS B 0103)
⇒【f)ばね製造】
分類: ばね用語 > f)ばね製造
番号: 6221
用語: 幅落し
定義:
重ね板ばねにおいて、親板(※1)以外の全長板(※2)などの端部を周辺部品との干渉を避けるために、ばね板の側面を切り落とす加工(付図74)。
 付図74 幅落し(6221)
対応英語(参考):
side trimming
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6222
用語: 面取り
定義:
素材及び製品の角を落とす加工。
対応英語(参考):
chamfer
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6231
用語: クリープテンパ
定義:
常温でばねを所定の高さまで締め付け、そのままの状態で行う低温焼なまし。(※3)
対応英語(参考):
prestress forming,
creep forming
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6232
用語: プレステンパ
定義:
プレスした状態で行う焼戻し。(※4)
対応英語(参考):
press quenching
慣用句(参考):
−
(※1)
親板とは、両端の荷重支持のための目玉又は取付部をもつばね板のことです。(下図参照)。
付図74 幅落し(6221)
対応英語(参考):
side trimming
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6222
用語: 面取り
定義:
素材及び製品の角を落とす加工。
対応英語(参考):
chamfer
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6231
用語: クリープテンパ
定義:
常温でばねを所定の高さまで締め付け、そのままの状態で行う低温焼なまし。(※3)
対応英語(参考):
prestress forming,
creep forming
慣用句(参考):
−
分類: ばね用語 > f)ばね製造
番号: 6232
用語: プレステンパ
定義:
プレスした状態で行う焼戻し。(※4)
対応英語(参考):
press quenching
慣用句(参考):
−
(※1)
親板とは、両端の荷重支持のための目玉又は取付部をもつばね板のことです。(下図参照)。
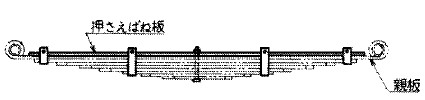
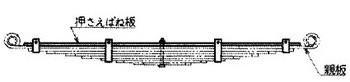 付図64 重ね板ばね(3110)、半だ円ばね(3120)、対称ばね(3140)、親板(4111)、押さえばね板(4114)
(※2)
全長板とは、スパン(板ばねの荷重支持点間の距離)以上の長さをもつばね板のことです(下図参照)。
付図64 重ね板ばね(3110)、半だ円ばね(3120)、対称ばね(3140)、親板(4111)、押さえばね板(4114)
(※2)
全長板とは、スパン(板ばねの荷重支持点間の距離)以上の長さをもつばね板のことです(下図参照)。
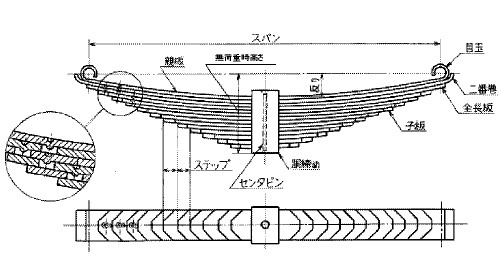
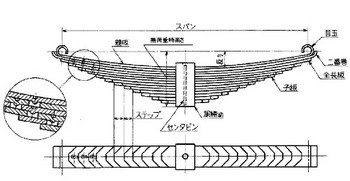 付図15 担いばね(2300)、重ね板ばね(3110)、半だ円ばね(3120)、対称ばね(3140)、親板(4111)、全長板(4112)、子板(4113)、目玉(4121)、二番巻(4122)、胴締め(4140)、センタピン(4141)、スパン(5421)、ステップ(5424)、反り(5425)、重ね板ばねの高さ(5426)
(※3)
低温焼なましとは、内部応力の除去又は材料の弾性限、耐力、疲れ強さなどの諸特性の改善及び形状の安定化を目的として行う低温加熱処理のことです。
(※4)
焼戻しとは、焼入れで生じた組織を、変態又は析出を進行させて安定な組織に近づけ、所要の性質及び状態を与えるために、A1点以下の適当な温度に加熱、冷却する処理のことです。
焼ならし(鉄鋼製品の前加工の影響を除去し、結晶粒を微細化して、機械的性質を改善するために、Ac3 又は Accm点以上の適切な温度に加熱した後、通常は空気中で冷却する処理)の後に用いる場合もあります。]]>
付図15 担いばね(2300)、重ね板ばね(3110)、半だ円ばね(3120)、対称ばね(3140)、親板(4111)、全長板(4112)、子板(4113)、目玉(4121)、二番巻(4122)、胴締め(4140)、センタピン(4141)、スパン(5421)、ステップ(5424)、反り(5425)、重ね板ばねの高さ(5426)
(※3)
低温焼なましとは、内部応力の除去又は材料の弾性限、耐力、疲れ強さなどの諸特性の改善及び形状の安定化を目的として行う低温加熱処理のことです。
(※4)
焼戻しとは、焼入れで生じた組織を、変態又は析出を進行させて安定な組織に近づけ、所要の性質及び状態を与えるために、A1点以下の適当な温度に加熱、冷却する処理のことです。
焼ならし(鉄鋼製品の前加工の影響を除去し、結晶粒を微細化して、機械的性質を改善するために、Ac3 又は Accm点以上の適切な温度に加熱した後、通常は空気中で冷却する処理)の後に用いる場合もあります。]]>